T/CDSA 301.14-2025 潜水员脐带长度标记规范
- 文件大小:1.32 MB
- 标准类型:团体标准规范
- 标准语言:中文版
- 文件类型:PDF文档
- 更新时间:2025-06-26
- 下载次数:
- 标签:
资料介绍
以下是《200吨以下钢制打捞浮筒建造技术要求》(T/CDSA/202.1-2025)的主要内容总结,依据标准结构进行详细梳理:
1. 范围
- 适用于抬浮力≤200吨的钢制打捞浮筒的生产与检验。
- 涵盖结构设计、建造、防腐、试验及出厂资料等全流程要求。
2. 规范性引用文件
- 引用47项国标、行标及船级社规范(如GB/T 712、CB/T 257、中国船级社《材料与焊接规范》等),构成技术基础。
3. 术语与定义
- 打捞浮筒:用于沉船打捞、船只扶正/起浮的容器。
- 空气室:内部充装压缩空气的密闭腔室。
- 导缆孔:连接导缆管与外壳的喇叭状铸钢件。
- 羊角:导缆/系缆用铸钢部件。
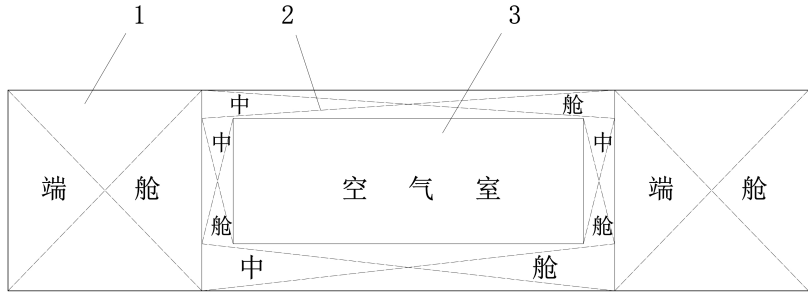
4. 结构及组成
4.1 核心结构
- 由端舱、中舱、空气室组成水密壳体,通过肋骨、肋板加强。
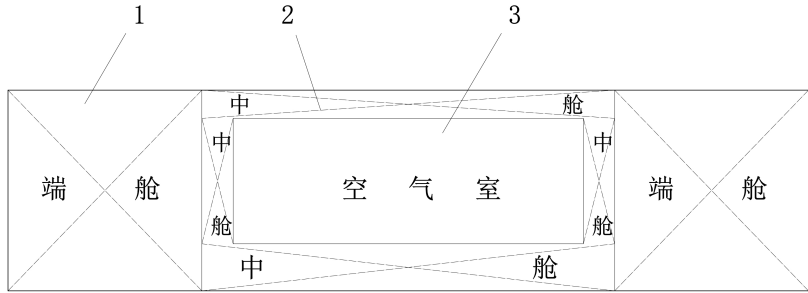
4.2 关键组件
- 功能部件:海水门、人孔(带速沉阀/排气阀)、安全管、进排气阀组、进排水阀组。
- 系泊装置:羊角、导缆孔、缆桩、拖曳眼板、护木(TB/T 3172标准)。
- 监测系统:倾角/液位/压力传感器(水深±2m、液位±5cm、倾角±1°误差)。
5. 建造要求
5.1 材料
- 主体钢材:符合GB/T 712及船级社规范,非认可材料需复验。
- 铸钢件:GB 11352标准+超声波检测。
- 焊接材料:CO₂焊丝(GB/T 8110/10045),气体纯度≥99.5%。
- 阀门:船用球阀,安装前需强度/密性试验。
5.2 工艺控制
- 下料/成形:
- 钢板预处理(CB/T 4442),气割面质量(CB/T 3123)。
- 封头按GB/T 25198制造。
- 焊接:
- 持证焊工操作,焊缝100%外观检验(CB/T 3802)。
- 无损检测:
- 空气室对接焊缝:100% UT + 20% RT。
- 关键角焊缝:100% UT/MT(Ⅰ/Ⅱ级合格)。
- 装配精度:
- 符合CB/T 3195-1995(分段/总体/变形控制)。
- 质量偏差:按吨位分级控制(如>10t时允差-1.5t~0)。
6. 防腐要求
- 涂装:按CB/T 4231施工,膜厚检测(CB/T 3718),验收(CB/T 3513)。
- 管路标识:按GB 3033涂色区分介质/功能。
- 牺牲阳极:必须安装。
7. 试验验证
- 空气中称重:质量偏差符合表1要求。
- 浮态调整:正浮状态(纵倾≤0.5°、横倾≤1°)。
- 传感器标定:
- 深度/液位/倾角传感器模拟工况测试(5点校验)。
- 水下称重:下沉至1m深度称重。
- 沉浮试验:
- 记录下沉/上浮时间、吃水深度、压缩空气压力。
- 验证速沉阀、供气阀功能。
8. 出厂资料
需提供:
- 交接文件清单、产品合格证、质量证明书。
- 竣工图纸、备件清单、使用说明书(一式三份)。
核心技术参数摘要
| 项目 | 要求值/标准 |
|---|---|
| 无损检测等级 | UT/MT Ⅰ级,RT Ⅱ级 |
| 水压试验压力 | 端/中舱:0.15MPa,空气室:1.25倍工作压力 |
| 气密试验压力 | 0.05MPa(各舱)、0.2MPa(管系) |
| 传感器误差 | 深度±2m、液位±5cm、倾角±1° |
此标准系统规范了浮筒从设计到交付的全周期技术要求,确保安全性与可靠性。